How do Carbon Block Filters Work?

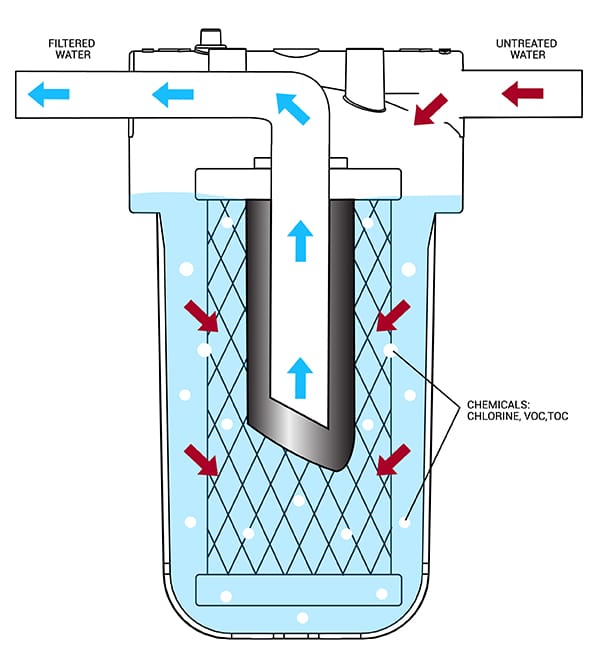
Water is pushed through the porous structure of the densely compacted carbon block, and filtration occurs by mechanical separation of sediment and adsorption of chemical contaminants by the activated carbon or other additives.
Carbon block works in a variety of applications including point-of-use (POU) and whole-house residential water filtration, commercial water treatment, as pre- and post-filters in reverse osmosis (RO) systems and in some industrial processes. In many applications, carbon block offers an additional advantage in that few fines are released because they are bound in the composite structure. Carbon block filters work well in almost any situation where activated carbon products are utilized.
Carbon block works in a variety of applications including point-of-use (POU) and whole-house residential water filtration, commercial water treatment, as pre- and post-filters in reverse osmosis (RO) systems and in some industrial processes. In many applications, carbon block offers an additional advantage in that few fines are released because they are bound in the composite structure. Carbon block filters work well in almost any situation where activated carbon products are utilized.
BLOCK ENGINEERING
There are many different types of carbon blocks that can be engineered for specific applications. The two main methods of block manufacturing are extrusion and molding. Both methods are equally effective in producing good quality carbon block and are capable of producing block with similar performance.
Carbon blocks are rated for sediment removal by the efficiency by which they remove particles, typical ratings are 0.5 micron, 5 micron and 10 micron, whereby at least 85 percent of the particles are removed at the rated size. With a block that removes cysts it must remove 99.95 percent of particles of 3-micron size. Carbon blocks that filter smaller sized particles typically are denser and, therefore, have a higher pressure drop at a given flow rate. Formulations can be customized to accommodate a wide variety of sediment filter removal rates and efficiencies.
Carbon block can be engineered to tailor chemical removal efficiencies by varying carbon source, mesh range and additives. For example, carbon can be made from coal, coconut shell or wood. Each carbon type and activation level can produce widely varying performances for a given chemical compound, the performance depends on the carbon type, kinetics, flow rate through the block and the amount of carbon in the block. In addition, additives such as alumina-type compounds enhance heavy-metal removal, as previously stated formulations can be altered to select the level of chemical removal desired.
Carbon blocks are rated for sediment removal by the efficiency by which they remove particles, typical ratings are 0.5 micron, 5 micron and 10 micron, whereby at least 85 percent of the particles are removed at the rated size. With a block that removes cysts it must remove 99.95 percent of particles of 3-micron size. Carbon blocks that filter smaller sized particles typically are denser and, therefore, have a higher pressure drop at a given flow rate. Formulations can be customized to accommodate a wide variety of sediment filter removal rates and efficiencies.
Carbon block can be engineered to tailor chemical removal efficiencies by varying carbon source, mesh range and additives. For example, carbon can be made from coal, coconut shell or wood. Each carbon type and activation level can produce widely varying performances for a given chemical compound, the performance depends on the carbon type, kinetics, flow rate through the block and the amount of carbon in the block. In addition, additives such as alumina-type compounds enhance heavy-metal removal, as previously stated formulations can be altered to select the level of chemical removal desired.
MANUFACTURING PROCESS
Several steps comprise the carbon block manufacturing process beginning with the approval of incoming materials. A good manufacturing process should include extractable testing for approval of all materials for use in drinking water applications and testing for each material critical performance characteristics prior to producing the carbon block.
Next, materials are blended prior to molding or extrusion, thorough blending it is important to make sure a homogeneous mixture is introduced into the molding or extrusion process.
In a typical molding process, the material is introduced into fixed molds, compressed and heated to form the sintered block. After it cools, the carbon block is removed from the mold, trimmed to size and packaged or assembled into filter cartridges.
Extrusion utilizes the same mixtures as molding but relies on a continuous forming process in which the material is conveyed by a screw-type auger and either heated in transit within the screw or heated in an external die. Several patented processes are used to manufacture extruded products. After heating and forming, the material is cooled in a die and leaves the process as one continuous cylinder of material. The product then is cut to length and packaged or assembled into filter cartridges.
Both the molding and extrusion process produce carbon block of similar characteristics and the processes are similar with heating, compression to a specific density and cooling involved to produce the finished product.
Typical limitations involved in the manufacturing of carbon block depend on the production equipment available to produce a given size of block. Molds and extrusion die sizes are fixed, which means that utilizing existing molds and dies when possibly helps reduce capital expenditure and lead time to obtain the finished product. Block usually is available in sizes from 1 to 4.25 inches in diameter and 2.5 to 40 inches in length.
Overall, carbon block is an effective and versatile filtration method for a wide range of applications. A host of products are available from carbon block manufacturers and can be custom molded or extruded to provide the sediment and chemical removal needs of the application.
Next, materials are blended prior to molding or extrusion, thorough blending it is important to make sure a homogeneous mixture is introduced into the molding or extrusion process.
In a typical molding process, the material is introduced into fixed molds, compressed and heated to form the sintered block. After it cools, the carbon block is removed from the mold, trimmed to size and packaged or assembled into filter cartridges.
Extrusion utilizes the same mixtures as molding but relies on a continuous forming process in which the material is conveyed by a screw-type auger and either heated in transit within the screw or heated in an external die. Several patented processes are used to manufacture extruded products. After heating and forming, the material is cooled in a die and leaves the process as one continuous cylinder of material. The product then is cut to length and packaged or assembled into filter cartridges.
Both the molding and extrusion process produce carbon block of similar characteristics and the processes are similar with heating, compression to a specific density and cooling involved to produce the finished product.
Typical limitations involved in the manufacturing of carbon block depend on the production equipment available to produce a given size of block. Molds and extrusion die sizes are fixed, which means that utilizing existing molds and dies when possibly helps reduce capital expenditure and lead time to obtain the finished product. Block usually is available in sizes from 1 to 4.25 inches in diameter and 2.5 to 40 inches in length.
Overall, carbon block is an effective and versatile filtration method for a wide range of applications. A host of products are available from carbon block manufacturers and can be custom molded or extruded to provide the sediment and chemical removal needs of the application.